
Friction Stir Welding
 Friction-stir welding (FSW) is a solid-state joining process (meaning the metal is not melted during the process) and is used for applications where the original metal characteristics must remain unchanged as far as possible. This process is primarily used on aluminum, and most often on large pieces which cannot be easily heat treated post weld to recover temper characteristics. It was invented and experimentally proven by Wayne Thomas and a team of his colleagues at The Welding Institute UK in December 1991. TWI holds a number of patents on the process, the first being the most descriptive.
Friction-stir welding (FSW) is a solid-state joining process (meaning the metal is not melted during the process) and is used for applications where the original metal characteristics must remain unchanged as far as possible. This process is primarily used on aluminum, and most often on large pieces which cannot be easily heat treated post weld to recover temper characteristics. It was invented and experimentally proven by Wayne Thomas and a team of his colleagues at The Welding Institute UK in December 1991. TWI holds a number of patents on the process, the first being the most descriptive.
Công nghệ hàn ma sát xoay
Là một quá trình hàn nối ở trạng thái rắn (nghĩa là kim loại không bị nóng chảy trong quá trình hàn) và pp này được ứng dụng cho các kim loại có đặc tính phải duy trì nhiệt trong suốt quá trình hàn. Công nghệ hàn chủ yếu sử dụng để hàn nhôm và hầu hết là các tấm nhôm lớn mà không thể dễ dàng xử lý nhiệt sau khi hàn để phục hồi tính chất.
Nguyên lý hoạt động:
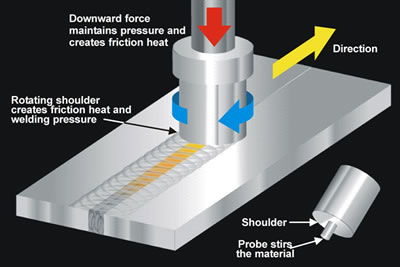
Trong FSW, một trụ vai, có gắn profile đầu dò dạng ren/không ren (dạng chốt hoặc kẹp) được quay với tốc độ không đổi và di chuyển ngang với tốc độ không đổi dọc theo đường trục hàn giữa 2 tấm vật liệu, các tấm này được kẹp cứng hai bên sườn để tránh vùng tiếp giáp bị đẩy ra bởi lực đầu dò khi quay. Chiều dài của chốt ngắn hơn một chút so với chiều sâu hàn yêu cầu và trụ vai tiếp xúc chặt chẽ với bề mặt làm việc.
Đặc điểm cấu trúc:
Bản chất trạng thái rắn của quá trình FSW, kết hợp công cụ khác thường và có bản chất bất đối xứng, dẫn đến vi cấu trúc đặc trưng rất cao. Trong khi một số vùng là chung đối với tất cả các dạng hàn, một số khác rất đặc trưng theo công nghệ này. Một khi thuật ngữ được thay đổi những biểu diễn sau đã có sự nhất trí:
Vùng khuấy (cũng gọi là vùng tái kết tinh động) là vùng vật liệu bị biến dạng rất mạnh tương ứng với ùng vị trí của chốt trong quá trình hàn. Biên hạt bên trong vùng khuấy là đẳng trục và thường có cấp độ độ lớn nhỏ hơn biên hạt trong vật liệu chủ. Tính chất độc đáo của vùng khuấy thường xuất hiện của nhiều vòng ròn đồng tâm mà có liên quan đến cấu trúc vòng củ hành. Nguồn gốc chính xác của các vòng này vẫn chưa có khẳng định chắc chắn, mặc dù có sự biến động về mật độ số hạt, kích thước biên hạt và textua đã được đặt giả thuyết.
Cánh chảy là vùng bề mặt phía trên vùng hàn và có chứa vật liệu bị kéo bởi vai trụ từ cạnh phía sau của phần hàn, quanh rìa trục quay, và lắng đọng lên cạnh phía trước.
Vùng chịu ảnh hưởng cơ-nhiệt (TMAZ) xuất hiện bên các cạnh của vùng khuấy. Trong vùng này, biến dạng và nhiệt độ lf thấp hơn và ảnh hưởng của quá trình hàn đến cấu trúc tuơng ứng nhỏ hơn. Không như vùng khuấy cấu trúc rất giống vật liệu chủ, mặc dù cũng bị biến dạng và xoay đáng kể. Mặc dù khái niệm kỹ thuật TMAZ liên quan đến cả vùng biến dạng thường được sử dụng để mô tả vùng bất kì nhưng không giải thích được cho vùng khuấy và cánh chảy.
Vùng chịu ảnh hưởng nhiệt (HAZ) là chung cho tất cả các quá trình hàn. Như đã chỉ thị bởi tên, vùng này chịu ảnh hưởng của chu kỳ nhiệt nhưng không bị biến dạng trong quá trình hàn. Nhiệt độ thấp hơn so với vùng TMZA nhưng có ảnh hưởng đáng kể khi cấu trúc không ổn định nhiệt. Thực tế, các hợp kim nhôm hóa bền bằng hóa già vùng này biểu hiện tính chất cơ học xấu nhất.
(B) The progress of the tool through the joint, also showing the weld zone and the region affected by the tool shoulder.
In FSW, a cylindrical-shouldered tool, with a profiled threaded/unthreaded probe (nib or pin) is rotated at a constant speed and fed at a constant traverse rate into the joint line between two pieces of sheet or plate material, which are butted together. The parts have to be clamped rigidly onto a backing bar in a manner that prevents the abutting joint faces from being forced apart. The length of the nib is slightly less than the weld depth required and the tool shoulder should be in intimate contact with the work surface. The nib is then moved against the work, or vice versa.[citation needed]
Frictional heat is generated between the wear-resistant welding tool shoulder and nib, and the material of the work pieces. This heat, along with the heat generated by the mechanical mixing process and the adiabatic heat within the material, cause the stirred materials to soften without reaching the melting point (hence cited a solid-state process), allowing the traversing of the tool along the weld line in a plasticised tubular shaft of metal. As the pin is moved in the direction of welding, the leading face of the pin, assisted by a special pin profile, forces plasticised material to the back of the pin while applying a substantial forging force to consolidate the weld metal. The welding of the material is facilitated by severe plastic deformation in the solid state, involving dynamic recrystallization of the base material.[citation needed]
MICROSTRUCTURAL FEATURES
The solid-state nature of the FSW process, combined with its unusual tool and asymmetric nature, results in a highly characteristic microstructure. While some regions are common to all forms of welding some are unique to the technique. While the terminology is varied the following is representative of the consensus.[who?]
- The stir zone (also nugget, dynamically recrystallised zone) is a region of heavily deformed material that roughly corresponds to the location of the pin during welding. The grains within the stir zone are roughly equiaxed and often an order of magnitude smaller than the grains in the parent material. [2] A unique feature of the stir zone is the common occurrence of several concentric rings which has been referred to as an ‘onion-ring’ structure. The precise origin of these rings has not been firmly established, although variations in particle number density, grain size and texture have all been suggested.
- The flow arm is on the upper surface of the weld and consists of material that is dragged by the shoulder from the retreating side of the weld, around the rear of the tool, and deposited on the advancing side.[citation needed]
- The thermo-mechanically affected zone (TMAZ) occurs on either side of the stir zone. In this region the strain and temperature are lower and the effect of welding on the microstructure is correspondingly smaller. Unlike the stir zone the microstructure is recognizably that of the parent material, albeit significantly deformed and rotated. Although the term TMAZ technically refers to the entire deformed region it is often used to describe any region not already covered by the terms stir zone and flow arm.[citation needed]
- The heat-affected zone (HAZ) is common to all welding processes. As indicated by the name, this region is subjected to a thermal cycle but is not deformed during welding. The temperatures are lower than those in the TMAZ but may still have a significant effect if the microstructure is thermally unstable. In fact, in age-hardened aluminium alloys this region commonly exhibits the poorest mechanical properties.[citation needed]
ADVANTAGES AND DISADVANTAGES
The solid-state nature of FSW immediately leads to several advantages over fusion welding methods since any problems associated with cooling from the liquid phase are immediately avoided. Issues such as porosity, solute redistribution, solidification cracking and liquation cracking are not an issue during FSW. In general, FSW has been found to produce a low concentration of defects and is very tolerant to variations in parameters and materials.
Nevertheless, FSW is associated with a number of unique defects. Insufficient weld temperatures, due to low rotational speeds or high traverse speeds, for example, mean that the weld material is unable to accommodate the extensive deformation during welding. This may result in long, tunnel-like defects running along the weld which may occur on the surface or subsurface. Low temperatures may also limit the forging action of the tool and so reduce the continuity of the bond between the material from each side of the weld. The light contact between the material has given rise to the name ‘kissing-bond’. This defect is particularly worrying since it is very difficult to detect using nondestructive methods such as X-ray or ultrasonic testing. If the pin is not long enough or the tool rises out the plate then the interface at the bottom of the weld may not be disrupted and forged by the tool, resulting in a lack-of-penetration defect. This is essentially a notch in the material which can be a potent source of fatigue cracks.
A number of potential advantages of FSW over conventional fusion-welding processes have been identified [3]:
- Good mechanical properties in the as welded condition
- Improved safety due to the absence of toxic fumes or the spatter of molten material.
- No consumables – conventional steel tools[clarification needed] can weld over 1000m of aluminium and no filler or gas shield is required for aluminium.
- Easily automated on simple milling machines – lower setup costs and less training.
- Can operate in all positions (horizontal, vertical, etc), as there is no weld pool.
- Generally good weld appearance and minimal thickness under/over-matching, thus reducing the need for expensive machining after welding.
- Low environmental impact.
However, some disadvantages of the process have been identified:
- Exit hole left when tool is withdrawn.
- Large down forces required with heavy-duty clamping necessary to hold the plates together.
- Less flexible than manual and arc processes (difficulties with thickness variations and non-linear welds).
- Often slower traverse rate than some fusion welding techniques although this may be offset if fewer welding passes are required.
IMPORTANT WELDING PARAMETERS
Tool rotation and traverse speeds
There are two tool speeds to be considered in friction-stir welding; how fast the tool rotates and how quickly it traverses the interface. These two parameters have considerable importance and must be chosen with care to ensure a successful and efficient welding cycle. The relationship between the welding speeds and the heat input during welding is complex but, in general, it can be said that increasing the rotation speed or decreasing the traverse speed will result in a hotter weld. In order to produce a successful weld it is necessary that the material surrounding the tool is hot enough to enable the extensive plastic flow required and minimise the forces acting on the tool. If the material is too cool then voids or other flaws may be present in the stir zone and in extreme cases the tool may break.
At the other end of the scale excessively high heat input may be detrimental to the final properties of the weld. Theoretically, this could even result in defects due to the liquation of low-melting-point phases (similar to liquation cracking in fusion welds). These competing demands lead onto the concept of a ‘processing window’: the range of processing parameters that will produce a good quality weld. Within this window the resulting weld will have a sufficiently high heat input to ensure adequate material plasticity but not so high that the weld properties are excessively reduced.
Tool tilt and Plunge depth
The plunge depth is defined as the depth of the lowest point of the shoulder below the surface of the welded plate and has been found to be a critical parameter for ensuring weld quality [4]. Plunging the shoulder below the plate surface increases the pressure below the tool and helps ensure adequate forging of the material at the rear of the tool. Tilting the tool by 2-4 degrees, such that the rear of the tool is lower than the front, has been found to assist this forging process. The plunge depth needs to be correctly set, both to ensure the necessary downward pressure is achieved and to ensure that the tool fully penetrates the weld. Given the high loads required the welding machine may deflect and so reduce the plunge depth compared to the nominal setting, which may result in flaws in the weld. On the other hand an excessive plunge depth may result in the pin rubbing on the backing plate surface or a significant undermatch of the weld thickness compared to the base material. Variable load welders have been developed to automatically compensate for changes in the tool displacement while TWI have demonstrated a roller system that maintains the tool position above the weld plate.
[edit] Tool design
The design of the tool is a critical factor as a good tool can improve both the quality of the weld and the maximum possible welding speed.
It is desirable that the tool material is sufficiently strong, tough and hard wearing, at the welding temperature. Further it should have a good oxidation resistance and a low thermal conductivity to minimise heat loss and thermal damage to the machinery further up the drive train. Hot-worked tool steel such as AISI H13 has proven perfectly acceptable for welding aluminium alloys within thickness ranges of 0.5 – 50 mm [5] but more advanced tool materials are necessary for more demanding applications such as highly abrasive metal matrix composites [6] or higher melting point materials such as steel or titanium.
Improvements in tool design have been shown to cause substantial improvements in productivity and quality. TWI has developed tools specifically designed to increase the depth of penetration and so increase the plate thickness that can be successfully welded. An example is the ‘whorl’ design that uses a tapered pin with re-entrant features or a variable pitch thread in order to improve the downwards flow of material. Additional designs include the Triflute and Trivex series. The Triflute design has a complex system of three tapering, threaded re-entrant flutes that appear to increase material movement around the tool. The Trivex tools use a simpler, non-cylindrical, pin and have been found to reduce the forces acting on the tool during welding.
The majority of tools have a concave shoulder profile which acts as an escape volume for the material displaced by the pin, prevents material from extruding out of the sides of the shoulder and maintains downwards pressure and hence good forging of the material behind the tool. The Triflute tool uses an alternative system with a series of concentric grooves machined into the surface which are intended to produce additional movement of material in the upper layers of the weld
[EDIT] WELDING FORCES
During welding a number of forces will act on the tool:
- A downwards force is necessary to maintain the position of the tool at or below the material surface. Some friction-stir welding machines operate under load control but in many cases the vertical position of the tool is preset and so the load will vary during welding.
- The traverse force acts parallel to the tool motion and is positive in the traverse direction. Since this force arises as a result of the resistance of the material to the motion of the tool it might be expected that this force will decrease as the temperature of the material around the tool is increased.
- The lateral force may act perpendicular to the tool traverse direction and is defined here as positive towards the advancing side of the weld.
- Torque is required to rotate the tool, the amount of which will depend on the down force and friction coefficient (sliding friction) and/or the flow strength of the material in the surrounding region (sticking friction).
In order to prevent tool fracture and to minimize excessive wear and tear on the tool and associated machinery, the welding cycle should be modified so that the forces acting on the tool are as low as possible, and abrupt changes are avoided. In order to find the best combination of welding parameters it is likely that a compromise must be reached, since the conditions that favour low forces (e.g. high heat input, low travel speeds) may be undesirable from the point of view of productivity and weld properties.
[EDIT] FLOW OF MATERIAL
Early work on the mode of material flow around the tool used inserts of a different alloy, which had a different contrast to the normal material when viewed through a microscope, in an effort to determine where material was moved as the tool passed. [7] [8] The data was interpreted as representing a form of in-situ extrusion where the tool, backing plate and cold base material form the ‘extrusion chamber’ through which the hot, plasticised material is forced. In this model the rotation of the tool draws little or no material around the front of the pin instead the material parts in front of the pin and passes down either side. After the material has passed the pin the side pressure exerted by the ‘die’ forces the material back together and consolidation of the join occurs as the rear of the tool shoulder passes overhead and the large down force forges the material.
More recently, an alternative theory has been advanced that advocates considerable material movement in certain locations. [9] This theory holds that some material does rotate around the pin, for at least one rotation, and it is this material movement that produces the ‘onion-ring’ structure in the stir zone. The researchers used a combination of thin Cu strip inserts and a ‘frozen pin’ technique, where the tool is rapidly stopped in place. They suggested that material motion occurs by two processes:
- Material on the advancing front side of a weld enters into a zone that rotates and advances with the pin. This material was very highly deformed and sloughs off behind the pin to form arc-shaped features when viewed from above (i.e. down the tool axis). It was noted that the copper entered the rotational zone around the pin, where it was broken up into fragments. These fragments were only found in the arc shaped features of material behind the tool.
- The lighter material came from the retreating front side of the pin and was dragged around to the rear of the tool and filled in the gaps between the arcs of advancing side material. This material did not rotate around the pin and the lower level of deformation resulted in a larger grain size.
The primary advantage of this explanation is that it provides a plausible explanation for the production of the onion-ring structure.
[EDIT] GENERATION AND FLOW OF HEAT
For any welding process it is, in general, desirable to increase the travel speed and minimise the heat input as this will increase productivity and possibly reduce the impact of welding on the mechanical properties of the weld. At the same time it is necessary to ensure that the temperature around the tool is sufficiently high to permit adequate material flow and prevent flaws or tool fracture.
When the traverse speed is increased, for a given heat input, there is less time for heat to conduct ahead of the tool and the thermal gradients are larger. At some point the speed will be so high that the material ahead of the tool will be too cold, and the flow stress too high, to permit adequate material movement, resulting in flaws or tool fracture. If the ‘hot zone’ is too large then there is scope to increase the traverse speed and hence productivity.
The welding cycle can be split into several stages during which the heat flow and thermal profile will be different [10]:
- Dwell. The material is preheated by a stationary, rotating tool in order to achieve a sufficient temperature ahead of the tool to allow the traverse. This period may also include the plunge of the tool into the workpiece.
- Transient heating. When the tool begins to move there will be a transient period where the heat production and temperature around the tool will alter in a complex manner until an essentially steady-state is reached.
- Pseudo steady-state. Although fluctuations in heat generation will occur the thermal field around the tool remains effectively constant, at least on the macroscopic scale.
- Post steady-state. Near the end of the weld heat may ‘reflect’ from the end of the plate leading to additional heating around the tool.
Heat generation during friction-stir welding arises from two main sources: friction at the surface of the tool and the deformation of the material around the tool[11]. The heat generation is often assumed to occur predominantly under the shoulder, due to its greater surface area, and to be equal to the power required to overcome the contact forces between the tool and the workpiece. The contact condition under the shoulder can be described by sliding friction, using a friction coefficient μ and interfacial pressure P, or sticking friction, based on the interfacial shear strength &tor; at an appropriate temperature and strain rate. Mathematical approximations for the total heat generated by the tool shoulder Qtotal have been developed using both sliding and sticking friction models [10]:
where ω is the angular velocity of the tool, Rshoulder is the radius of the tool shoulder and Rpin that of the pin. Several other equations have been proposed to account for factors such as the pin but the general approach remains the same.
A major difficulty in applying these equations is determining suitable values for the friction coefficient or the interfacial shear stress. The conditions under the tool are both extreme and very difficult to measure. To date, these parameters have been used as ‘fitting parameters’ where the model works back from measured thermal data to obtain a reasonable simulated thermal field. While this approach is useful for creating process models to predict, for example, residual stresses it is less useful for providing insights into the process itself.
[EDIT] APPLICATIONS
The process is currently patented by TWI in most industrialised countries and licensed for over 183 users including welding the seams of the aluminum main Space Shuttle external tank, Boeing Delta II and Delta IV Expendable Launch Vehicles and the SpaceX Falcon 1 rocket, armor plating for amphibious assault ships, and welding the wings and fuselage panels of the new Eclipse 500 aircraft from Eclipse Aviation.










")



{kind=link}