

Background
A combine is a large, self-propelled agricultural machine used to harvest grain crops such as wheat, com, soybeans, milo, rape- seed, and rice. As its name suggests, the combine performs two, and sometimes more, basic functions of harvesting: first it reaps (cuts) the crop, and then it threshes it, separating the kernels of grain from the seed coverings and other debris (chaff). Some combines may also bale the straw that remains after threshing; the machines can also be equipped to pick cotton.
Combines are very large pieces of equipment. The operator sits atop the machine in a high cab with full-length windows for a good view. A long, square body, topped with a grain tank and a chute through which the threshed grain can be removed from it, rides on huge, front-mounted drive wheels and smaller, skinnier rear steering wheels. A turbo-charged diesel engine propels the combine and provides power for the header, threshing cylinder, cleaning system, and augers that move the grain from the header through the threshing cylinder to the grain tank and then out to a waiting truck.
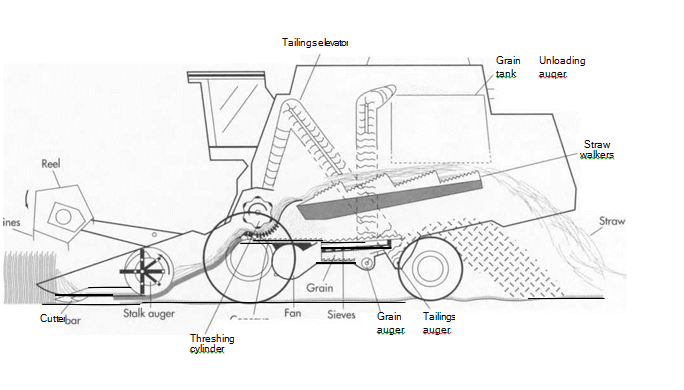
As a combine progresses along rows of grain, its front component—the reel, a large, hexagonal metal piece set parallel to the ground— rotates, sweeping the grain stalks up into the machine. Different reel designs are required to harvest different crops. For example, while a wheat reel shunts the stalks into a cutting bar that slices them just below the heads of ripe grain, a com reel strips the ears of com from the stalks, leaving them flattened against the ground. Today, farmers can choose from many different types and sizes of header models. The explanation below describes the progress of wheat through a combine.
Once inside the body of the combine, the stalks are thrust against the cutter bar, a component that looks something like a comb. With the “tines” of the comb catching the stalks, a knife-like implement slices them near ground level. The stalks are then transported up onto an elevator by means of a stalk auger. Large metal cylinders, augurs feature screw-like projections that trap the grain so that it can be transported. The stalk augur, set parallel to the ground, sweeps the cut stalks onto the elevator—a pair of rollers fitted with conveyor belts that carry the grain upwards into the heart of the combine, the threshing cylinder. This cylinder is a large roller with protuberances. Rotating at high speed over a slitted, half-moon-shaped trough (the concave), the cylinder separates the kernels of grain from the heads of the stalks.
Once separated from the kernels, the stalks are swept up by the bars of the threshing cylinder, which deposit them on the first of a series of straw walkers. These are large, slightly overlapping, square platforms that gradually descend toward the rear of the combine. Vibrating slightly, the first walker causes the straw to drop onto the second, and the second shakes until the straw drops onto the third and lowest, at which point it is either dropped through a chute onto the ground or, in a baling machine, packed into bales. Unlike the stalks of grain, the kernels are small enough to fall through the slits in the concave and are caught in the grain pan that lies beneath it. The grain pan vibrates, shaking the kernels, the chaff, and some heads that made it through the threshing cylinder intact into a set of vibrating sieves
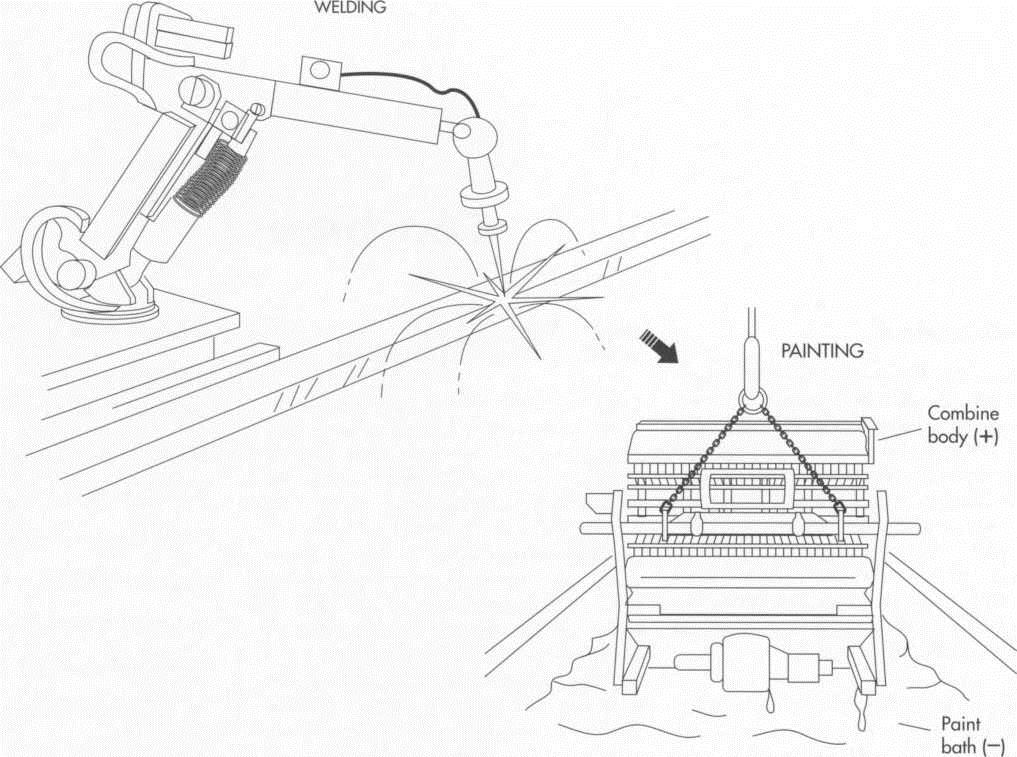
(Most combine components are made from sheet steel. Large coils of the steel are delivered to the manufacturer, who then cuts the steel to the proper length, shapes it, and welds it. Welding is done with robots. After the body is constructed, it is attached to an overhead conveyor, which then transports it to the paint bath. Painting is done electrostatically—the paint is given an opposite charge from the combine body. This technique allows paint to reach every exposed part of metal, providing a corrosion-free surface).
The vibrations cause the kernels to fall through the sieves, while the unthreshed heads are trapped. A fan adjacent to the sieves blows air across them, causing the chaff (which is very light) to blow backwards out the rear of the combine. The unthreshed heads are then routed, via another auger, into the tailings elevator, which transports them back into the threshing cylinder. Meanwhile, the kernels fall into the grain augur and are transported up into the grain elevator, which deposits them in the grain tank. Yet another augur, the unloading augur, is inserted into the grain tank, and grain can be removed from the tank through it.
The combine was developed during the 1800s, when many agricultural processes were being automated. Beginning as early as 1826, individual inventors and businessmen turned out hundreds of contraptions to aid farmers in harvesting grains. However, these early machines performed only one of two important functions: they were either reapers, which cut the stalks of grain, or threshers, which separated the grain from the chaff.
The first reaper was designed by a Scottish minister, Patrick Bell, in 1826. Of the many others developed during the mid-1800s, the most successful machine was created by an American, Robert McCormick, and perfected by his more famous son, Cyrus. Robert McCormick worked on various reaper designs from 1809 until 1831, and Cyrus McCormick, continuing his father’s work, sold the first McCormick Reaper in 1839.
Threshing machines, to separate and clean the kernels of grain, were first assembled in the late 1700s and were in widespread use in England and Scotland by the 1830s. Over the next two decades, several Americans invented threshing machines. The most successful were Hiram and John Pitts, brothers who sold the first “Chicago Pitts” thresher in 1852. Jerome Increase Case also produced an enduringly popular thresher: founded in 1844, the company that bears his name continues to thrive today.
The first farm machine that could do the work of both a reaper and a thresher was patented in 1828, although the first model was not sold until 1838. Both huge and cumbersome, the machine required twenty horses to pull it. For this reason, combines were not used in large numbers until the early twentieth century, when refinements had rendered them easier to use.
Today, modem combines are the most complicated machines produced on an assembly line. While a passenger automobile is made up of 6,000 parts, a combine comprises over 17,0. This complexity is reflected in the price: a single combine can cost as much as $100,000. Today, there are two major combine manufacturers in the United States. Both firms, John Deere and J. I. Case, have large, modem manufacturing plants that sit next to one another along the Mississippi River in East Moline, Illinois, and in 1990, they sold about 11,500 combines in the United States and Canada.
Raw Materials
Sheet steel, the main raw material used in manufacturing combines, is delivered to the manufacturing plant in massive rolls, 48 inches (121.92 centimeters) wide and weighing up to 12,000 pounds (5,448 kilograms). After being uncoiled, the rolls are cut into plates that are then cut, drilled, shaped, and welded to make the combine body, external panels, and grain tank. Round steel bars and hollow, square steel channels are also cut and drilled for axles, drive shafts, augers, and supporting structures. Complex subassemblies such as the engine and transmission are either built at other company plants or are purchased from smaller companies. Often, a delivery vehicle transports components to the exact spot along the assembly line where the parts are needed.
After assembly, the combine is painted with water-based paint that reaches the factory as a powder and is mixed with highly purified water.
The Manufacturing Process
Cuffing the steel info blanks
1 Manufacturing a combine begins with the delivery of large coils of sheet steel to the sheet metal shop. The coil steel is loaded into one of several machines that make up the cut-to-length line in the sheet metal shop. Computer-controlled rollers pull the steel from the coil, flatten it, and feed it into a cutting machine. The steel is cut into blanks, basic rectangular shapes that are later welded together to form the body of the combine and the top-mounted grain tank. For maximum efficiency, the cut-to-length line operates on pre-determined batch schedules. The basic metal shapes cut from the steel coils are used during the day or week that they are cut, so there is no storage of basic components.
2 From the cut-to-length line, the blanks are moved to the cut-to-shape line. In a laser punch press, an industrial laser cuts complex shapes from them and drills holes for shafts, piping, and bolts. Then the press exerts up to 1,000 tons of pressure to bend the steel into final form.
Welding the formed parts
3Small batches of parts are moved from the sheet metal shop to the welding area, where cellular manufacturing techniques are used for speed and quality control. In cellular manufacturing, several manufacturing functions are grouped in one area so parts can be quickly passed from one operation to the next, and several subcomponents are loaded on a transportation skid before being sent to the next assembly step. Thus, all the parts needed to assemble a batch of components are present when the skid arrives. To further enhance efficiency, much of the welding of sheet steel components is done by powerful, computer-controlled units. Hydraulic lifts properly position components that are then welded by one-armed robots. As the smaller components of the combine are assembled, the body begins to take shape. In the form of a simple frame, it is now attached to an overhead load bar conveyor track that carries it through the remainder of the production process.
(Combines are large, complex, and expensive vehicles—a modem com¬bine contains about 17,000 parts (an automobile contains 6,000) and can cost up to $100,000. Different reel designs allow com¬bines to perform different functions.)
Painting
4 After the body has been welded, the overhead conveyor transports it to and submerges it in the paint tank, a huge 48,000 gallon (181,776 liters) tank full of electrostatically charged paint. Because combines are used and stored outside, their paint must be able to resist the harmful effects of sunshine and moisture, and the electrostatic process insures that it will. In electrostatic painting, the metal combine body is given a positive electrical charge while the water-based paint is given a negative charge. Because opposite electrical charges are attracted to each other, the positively charged body attracts the negatively charged paint, causing the paint to bond to the combine tightly and completely (only rubber gaskets and other non-metallic parts are not touched by the paint).
5 After the conveyor lifts the combine body from the paint bath, it suspends it over the tank for a few moments so that excess paint can drip off. The body is then moved into a 363 degree Fahrenheit (182 degrees Celsius) oven where the paint is baked to a hard, rust-resistant finish.
After painting, the combine body is carried through the assembly line so that other major components may be installed. Where necessary, these components have also been dipped in the electrostatic paint bath. Once the axles, hubs, and tires have been added, the combine is removed from the overhead conveyor and is towed from station to station.
Welding the grain tank
7 After the combine body, the other significant structural assembly is the grain tank. In the grain tank assembly area, skilled workers use a complex positioning and welding system to complete more than 500 separate welds in two, 10-/i minute sequences. Automated sheet metal handling equipment pulls flat sheets from skids fresh from the cut-to-shape line in the sheet metal shop. These sheets are then loaded onto a huge metal table the size of a two-car garage. Next, hydraulic cylinders position the side panels as human welders scramble to secure the comers of the grain tank with tack welds. When the human welders are out of harm’s way, robot arms swing into action, making hundreds of welds in a few minutes.
Final assembly
8 After the body and grain tank have been painted, they are brought to the final assembly line, where 22 different assembly operations are performed. Major components like the engine module are installed, wiring and hydraulic lines are connected, and all systems are tested. Oil, anti-freeze, and gas are added, and the engine is started. On the outside, a final coating of clear polyurethane is applied across the top of the wide, flat surfaces of the cab, grain tank, and engine module, and decals are applied.
Quality Control
Because a combine is an expensive farming implement and is used during the critical days of harvest, each unit must meet the highest standards of operational performance. Failure caused by materials or workmanship cannot be tolerated. Therefore, quality control begins with the suppliers of the raw materials and continues even after final assembly.
Today, combine manufacturers randomly test incoming samples of sheet metal and bar stock to ensure that no weaknesses exist in the metal. In each manufacturing step, workers establish procedures to limit the chance of defects caused by faulty manufacturing methods. Each station in the manufacturing process is responsible for delivering a defect- free component to the next station. Such a manufacturing philosophy drives individual employees to check their own work for defects.
The Future
Over the last few years, combine design has changed, relying less on pulleys, belts, and drive shafts and more on electronic controls, solenoid actuators, and hydraulic power systems. Over the next few years, improvements in the engine and transmission will give farmers even greater power and fuel efficiency. Another area of development is in the threshing cylinder. A new design now being studied features two rotating cages, one inside the other, to clean the grain. Such a design would be more efficient, allowing the combine body to be smaller. Secondary cleaning equipment and fans to blow chaff away from the grain also could be eliminated. These constant efforts to improve design are allowing combine manufacturers to offer units with more power, greater capacity, and greater reliability. Today, combines can offer 5,000 to 10,000 hours between engine overhauls and 25 to 30 percent more power over units just 10 years old.
Where To Learn More
Books
Bell, Brian. Farm Machinery, 3rd ed. Diamond Farm Book Publishers, 1989.
Olney, Ross. The Farm Combine. Walker and Company, 1984.
Periodicals
“Change Names The Game,” OEM Off Highway, May 1992, pp. 8-9.
“Deere: Where There’s No Such Thing As The Status Quo,” Production, June 1991.













