

Background
A golf cart is an electric or gas-powered vehicle used to transport golfers and their equipment around the course during play. Designed to meet golfers’ needs, the carts offer a number of specialized safety and comfort features. For example, the fact that they are built low to the ground gives them a low center of gravity, preventing spills when they are driven over uneven terrain. Many electric carts also come with portable battery chargers. Often, the center of the steering wheel (where the horn would be in a normal automobile) features a metal clipboard to which players can attach their score cards. The vehicles can be ordered with ball and cup holders, plastic enclosures to zip up in case of rain, sun canopies, and racks to hold bags, sweaters, and sand trap rakes. AM/FM radios and cassette players can be built into the dashboard, as can ashtrays and cigarette lighters.
A number of country clubs began to develop private courses during the closing decades of the nineteenth century, and the United States Golf Association (USGA) was founded in 1894. However, those American golfers who did not belong to clubs often played the game without designated courses until after World War II, using such sites as open fields, orchards, and cow pastures. The war’s end freed up earth-moving equipment for recreational use, and, as many more private and public courses were constructed, record numbers of Americans took up the game. The self-propelled golf cart as we know it today came into use in the early 1950s. In 1953 only a few of the most exclusive golf clubs owned motor driven carts, but by 1959 the little motor-driven carts could be seen just about everywhere. While caddies are still available at private clubs, and cost- or health-conscious players on public courses often prefer to carry their bags or rent hand- drawn carts, the power-driven cart has superceded both of these options.
Raw Materials
The frames of golf carts are usually made out of steel plates, rods, and tubing. The bodies may be made of sheet aluminum, fiber glass, or sheet steel. Other components, usually plastic or metal, are generally purchased from outside suppliers and assembled to the vehicle. These include components such as tires, which are made out of rubber; seat cushions, which typically consist of foam cushion covered by vinyl; steering mechanisms, made of metal; and motors, brakes, batteries, transaxles, suspensions, drive trains, and electrical cables.
A number of country clubs began to develop private courses during the closing decades of the nineteenth century, and the United States Golf Association (USGA) was founded in 1894. However, those American golfers who did not belong to clubs often played the game without designated courses until after World War II, using such sites as open fields, orchards, and cow pastures. The war’s end freed up earth-moving equipment for recreational use, and, as many more private and public courses were constructed, record numbers of Americans took up the game. The self-propelled golf cart as we know it today came into use in the early 1950s. In 1953 only a few of the most exclusive golf clubs owned motor driven carts, but by 1959 the little motor-driven carts could be seen
Design
There is no standard design for a golf cart. Many choices must be made before the designer draws the first line. Should the body be made from steel, aluminum, fiber glass, or wood? Should it seat two, four, or six passengers? Is it to have an electric or a gasoline engine? Must the cart have a powerful engine and strong brakes to navigate hills, or a small engine to insure efficient operation? Once the capabilities, materials, and appearance are decided upon, a designer uses an integrated CAD/CAM (Computer Aided Design/Computer Aided Manufacturing) system to draw the cart and all its components on the computer screen. Next, the shop makes a prototype cart that will be used to test the new design. If the design proves successful, the production system is set up and the manufacturing process begins. Generally, once a design proves to be a good seller it will not be changed from year to year. There are few style trends in golf cart design: the vehicle is, after all, largely utilitarian.
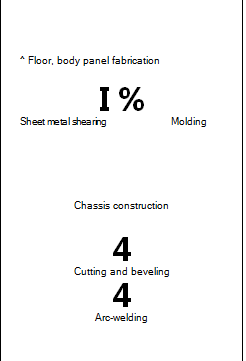
(The first step in golf cart manufacture is floor and body panel fabrication, which is done by sheet metal shearing or molding, depending on the material used. Next, the chassis or frame is made by cutting, beveling, and arc-welding the tubular steel pieces)
The Manufacturing Process
Fabrication of floor and body panels
1 The floor and body panels are made of sheet steel, aluminum, or fiber glass. If sheet metal is used the metal is cut to size in a sheet metal shear, a machine that cuts it with giant scissors. It is then fed into a roll forming machine, which shapes the metal by passing it over contoured forming rolls. If fiber glass is the chosen material, the floor and body panels are formed as one piece by inserting layers of resin-coated fiber glass in a mold and allowing them to harden.
Chassis construction and painting
2 Tubular steel, which resembles square bicycle handlebars, is cut to size and the edges beveled (cut at an angle of less than 90 degrees) to prepare them for welding. The cut, beveled pieces are then placed in a welding fixture, and the chassis, or frame, is arc- welded. In this process, an electric current is fed out of the welding torch through a metal wire that is shielded by a concurrently emitted inert gas (usually argon or helium). As the wire melts, it joins the tubes to form the chassis. Next, the floor is welded in place, and the attaching hardware for the suspension, motor, and body are arc-welded to the frame. At this point, the chassis may need to be straightened to adjust for stresses introduced into the steel tubing during welding. Once it is straight, the chassis and body panels are cleaned and painted with a rust-preventive finish coating.
Transaxle subassembly
3 Next, the right and left side of the transaxle housing are fitted with bearings, gears, seals, and axle housings. Because of the close fits required for the bearings and gears, these parts must be manually installed with special assembly tools. For example, a special gauge is used to determine the size of the spacer required under the pinion gear. These spacers are used to set preload (pressure between the gear faces) and backlash (spacing between the gear faces). Next, the two mating surfaces of the transaxle housing are coated with an anaerobic sealant, which hardens in the absence of air, and bolted together.
4 The axle shafts and bearings are then slid into the axle housings and locked in place. The transaxle access plate and gasket are positioned and bolted in place. Auto- adjusting, drum type mechanical brakes are then assembled to each end of the axle housings.
Battery charger assembly (electric- powered carts only)
5 The rear cover is snapped into the base plate. The transformer, which adjusts the direct current provided by the battery into an alternating current that is easier for the motor to use, is then bolted to the base plate. Next, the electric cable with plug, thermal switch, and DC Ammeter (used to measure the battery’s direct current output) are wired in and attached. Finally, the wrap around and face cover are bolted in place.

(After the chassis and body panels are constructed, they are cleaned and painted. Next, the transaxle subassembly is bolted to the chassis. If the cart is an electric one, the battery charger assembly is also added at this time. Finally, the steering assembly, motor, braking system, and battery are added, and seat cushions and canopy (if necessary) are added)
Transaxle and chassis assembly
The transaxle subassembly and the welded chassis are placed on a stand that is just the right height to allow the assembly personal to work in a upright position with a minimum of bending. The shock absorbers— oil filled cylinders that cushion the ride by displacing the oil when a bump is hit—are the first components bolted to the chassis, one at each wheel location. Next, the springs are bolted to the chassis, with multiple leaf springs at the front axles and coil springs at the rear. The transaxle and the chassis are joined together by pinning the shock absorbers to the transaxle. Prior to assembly, the coil springs must be compressed using a special fixture. The front axle bar may now be attached to the chassis by bolting the multiple leaf springs to the front axle bar from the chassis. The front axle shafts are then bolted to each end of the front axle bar. To insure smooth movement, the wheel bearings are packed, meaning that grease is forced into the bearing until it comes out the other side. The wheel plate with studs is then installed.
Installing other components
7 The rack and pinion steering assembly is now bolted to the chassis and attached to the front axle shafts. The steering wheel and steering wheel shaft are then attached to the chassis and rack and pinion steering assembly. Next, the body panels are bolted to the chassis, and then the motor is installed. If the cart is to be electric-powered, a 36-volt direct current electric motor is bolted to the transaxle. If the cart is to be gasoline-powered, an eight-horsepower gasoline engine is bolted to the chassis. The continuously variable (CV) transmission is also bolted to the chassis. Belts are then installed to the drive pulleys of the engine, CV transmission, and transaxle.
8 The brake pedal is installed. Brake cables are routed and attached to the pedal and rear brakes. The accelerator pedal is installed, and the accelerator cable is attached to the pedal and the engine. Next, the electrical cables are routed and attached to the chassis.
Fixtures
9 The headlights, stoplights, and on-off key lock are installed and cables connected. Next, the battery rack is bolted in and the batteries installed: six six-volt batteries for the electric drive vehicle, or one twelve-volt battery for the gasoline engine vehicle. A six gallon fuel tank is then installed in the gasoline engine vehicle and a hose routed from the tank to the engine. The batteries are connected and the fuel tank filled.
Final steps
The seat cushions are installed and, if ordered, the canopy top, windshield, and storage baskets are attached. For delivery in North America, there are no packaging requirements. Delivery is normally by truck. After being driven onto the truck, the golf carts have their fuel drained, their batteries disconnected, and their wheels blocked in place. Overseas shipments require that the golf cart be placed on a skid—a heavy wood or steel rack—to discourage shifting in transit.
Quality Control
Quality control starts at the design development stage. Structural and fatigue tests are applied to the major components to assure that they will not break or wear out during normal usage. Once a prototype golf cart has been built, it is run on a mechanized track where it is subjected to shocks and severe vibration. Next, it is driven on a test track for hundreds of miles to test its endurance. Finally, the golf cart is placed in an environmental test chamber that is used to simulate actual weather conditions.
Before manufacturing begins, quality assurance personnel visit suppliers to assure that their procedures will enable them to continue supplying high quality parts. Statistical Process Control (SPC) charts are kept and used to show that the processes are under control. These visits have eliminated the need to inspect parts as they are received at the plant.
After the chassis is welded together, it is placed on a special fixture, where it is measured with gauges to assure that it is not warped and checked to verify that all the parts are located properly. The paint on the body panels is checked for coating thickness using a contact gauge that will not damage the finished surface. The paint is also optically compared with a standard chip to assure that the color is consistent. The transaxles are placed on a test stand, filled with oil, and run to check for leaks and noise level. After they are assembled, electrical cables are attached to Automatic Test Equipment (ATE) to check for shorts, resistance, and continuity. The battery chargers are checked for output and current draw. Additionally, the battery chargers must go through periodic checks to maintain their Underwriters Laboratory (UL) certification. Each gasoline engine is put on a dynamometer and run to check power output, operating temperature, and leakage. Fuel tanks are pressurized and placed under water to check for leaks. Every finished vehicle is tested for acceleration and breaking.
Waste Disposal
The manufacture of golf carts creates four major types of waste products: metal chips and contaminated coolant from the machining operations, cardboard shipping materials, and paint overspray. Although difficult to collect and sort, metal chips can often be sold to recyclers. Contaminated coolant is just the opposite. It is easy to gather and difficult to dispose of. As the coolant is used it is contaminated with tramp oil, lubricant that leaks out of machines. The coolant also supports bacterial growth. Some companies use holding ponds to break down this bacteria in sun-light; they then recycle the coolant once the tramp oil has been filtered out. Most companies, however, just pay to have the oil hauled away by a waste disposal company.
Cardboard shipping materials are taken to the local landfill, where the landfill operator is paid to bury or bum them. Some companies use recyclable containers made of steel or fiber glass to reduce the amount of cardboard waste, but these become a very expensive alternative when the return shipping costs are taken into account. Paint overspray and paint with an expired shelf life are considered toxic in many cases. To dispose of these materials the golf cart manufacturer must often pay many times the original cost of the paint to have it removed.
The Future
One technical innovation that may become available within the next ten years is a bat¬tery that charges in minutes and works for many hours. Manufacturers may also begin producing carts with video games built into their dashboards, to help players pass time while waiting at the tee. Similarly, video screens featuring a computer-generated layout of each hole with the location of the balls in play are also being examined.
Where To Learn More
Books
Peper, George. Golf in America: The First One Hundred Years. Harry N. Abrahms,1988.
Rivele, Richard J. Chilton’s Total Car Care. Chilton Book Company, 1992.
Shacket, Sheldon R. The Complete Book of Electric Vehicles. Domus Books, 1979.
Traister, Robert J. All About Electric and Hybrid. TAB Books, 1982.
Periodicals
“Golf Cars.” Golf Magazine. March, 1989, p. 212.
“Got Anything in a Beemer?” Los Angeles Magazine. October, 1988, p. 156.
“Luxury on the Links.” Time. March 10, 1986, p. 65.













