
A bi-layer windshield has been developed that consists of one sheet of glass joined to a single sheet of polyurethane. Unique features of this windshield include ultraviolet resistance, self-healing of scratches, weight savings, more complex shapes, increased safety due to retention of glass splinters, and anti-fog capability.
Background
Glass is a versatile material with hundreds of applications, including windshields. Glass has a long history and was first made more than 7,000 years ago in Egypt, as early as
3,0 B.C. Glass is found in a natural state as a by-product of volcanic activity. Today, glass is manufactured from a variety of ceramic materials (main components are oxides). The main product categories are flat or float glass, container glass, cut glass, fiberglass, optical glass, and specialty glass. Automotive windshields fall into the flat glass category.
There are more than 80 companies worldwide that produce automotive glass, including windshields. Major producers in the United States include PPG, Guardian Industries Corp., and Libby-Owens Ford. According to the Department of Commerce, 25 percent of flat glass production is consumed by the automotive industry (including windows) at a total value of approximately $483 million. In Japan, 30 percent of flat glass goes to the automotive industry, valued at around $190 billion in 1989. Major Japanese flat glass manufacturers include Asahi Glass Co., Central Glass Co., and Nippon Sheet Glass Co. Little growth is expected for the flat glass industry overall in both countries. Germany has a more positive outlook, with high growth rates expected from the automotive industry.
Glass windshields first appeared around 1905 with the invention of safety glass—glass tempered (tempering is a heat treatment) to make it especially hard and resistant to shattering. This type of windshield was popular well into the middle of the century, but it was eventually replaced by windshields made of laminated glass—a multilayer unit consisting of a plastic layer surrounded by two sheets of glass. In many countries, including the U.S., auto windshields are required by law to be made of laminated glass. Laminated glass can bend slightly under impact and is less likely to shatter than normal safety glass. This quality reduces the risk of injury to the automobile’s passengers.
Raw Materials
Glass is composed of numerous oxides that fuse and react together upon heating to form a glass. These include silica (SiCh), sodium oxide (Na20), and calcium oxide (CaO). Raw materials from which these materials are derived are sand, soda ash (NaiCOs), and limestone (CaCOi). Soda ash acts as a flux; in other words, it lowers the melting point of the batch composition. Lime is added to the batch in order to improve the hardness and chemical durability of the glass. Glass used for windshields also usually contains several other oxides: potassium oxide (K2O derived from potash), magnesium oxide (MgO), and aluminum oxide (ALCh derived from feldspar).
The Manufacturing Process
I The raw materials are carefully weighed in the appropriate amounts and mixedtogether with a small amount of water to prevent segregation of the ingredients. Cullet (broken waste glass) is also used as a raw material.
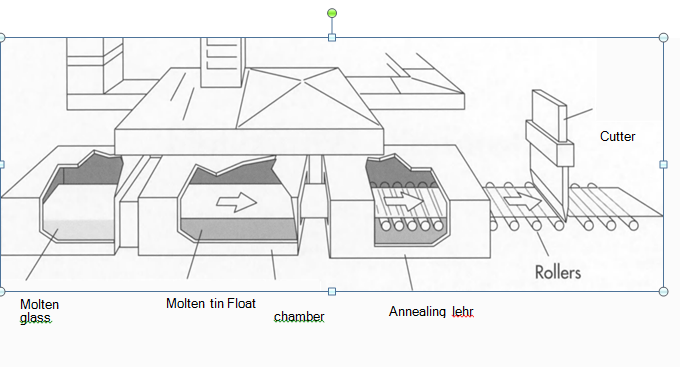
(The glass for automible windshields is made using the float glass process. In this method, the raw material is heated to a molten state and fed onto a bath of molten tin. The glass literally floats on top of the tin; because the tin is perfectly flat, the glass also becomes flat. From the float chamber, the glass passes on rollers through an oven (the “annealing lehr”). After exiting the lehr and cooling to room tempera¬ture, the glass is cut to the proper shape and tempered)
2 Once the batch is made, it is fed to a large tank for melting using the float glass process. First, the batch is heated to a molten state, and then it is fed into a tank called the float chamber, which holds a bath of molten tin. The float chamber is very large—from about 13 feet to 26.25 feet (4 to 1 meters wide and up to almost 197 feet (60 meters) long; at its entrance, the temperature of the tin is about 1,835 degrees Fahrenheit (1,000 degrees Celsius), while at the exit the tin’s temperature is slightly cooler—1,115 degrees Fahrenheit (600 degrees Celsius). In the float chamber, the glass doesn’t submerge into the tin but floats on top of it, moving through the tank as though on a conveyor belt. The perfectly flat surface of the tin causes the molten glass also to become flat, while the high temperatures clean the glass of impurities. The decreased temperature at the exit of the chamber allows the glass to harden enough to move into the next chamber, a furnace.
3 After the glass exits from the float chamber, rollers pick it up and feed it into a special furnace called a lehr. (If any solar coatings are desired, they are applied before the glass enters the lehr.) In this furnace, the glass is cooled gradually to about 395 degrees Fahrenheit (200 degrees Celsius); after the glass exits the lehr, it cools to room temperature. It is now very hard and strong and ready to be cut.
Cutting and tempering
4 The glass is cut into the desired dimensions using a diamond scribe—a tool with sharp metal points containing diamond dust. Diamond is used because it is harder than glass. The scribe marks a cut line into the glass, which is then broken or snapped at this line. This step is usually automated and is monitored by cameras and optoelectronic measuring systems. Next, the cut piece must be bent into shape. The sheet of glass is placed into a form or mold of metal or refractory material. The glass-filled mold is then heated in a furnace to the point where the glass sags to the shape of the mold.
5 After this shaping step, the glass must be hardened in a heating step called tempering. First, the glass is quickly heated to about 1,565 degrees Fahrenheit (850 degrees Celsius), and then it is blasted with jets of cold air. Called quenching, this process toughens the glass by putting the outer surface into compression and the inside into tension. This allows the windshield, when damaged, to break into many small pieces of glass without sharp edges. The size of the pieces can also be changed by modifying the tempering procedure so that the windshield breaks into larger pieces, allowing good vision until the windshield can be replaced
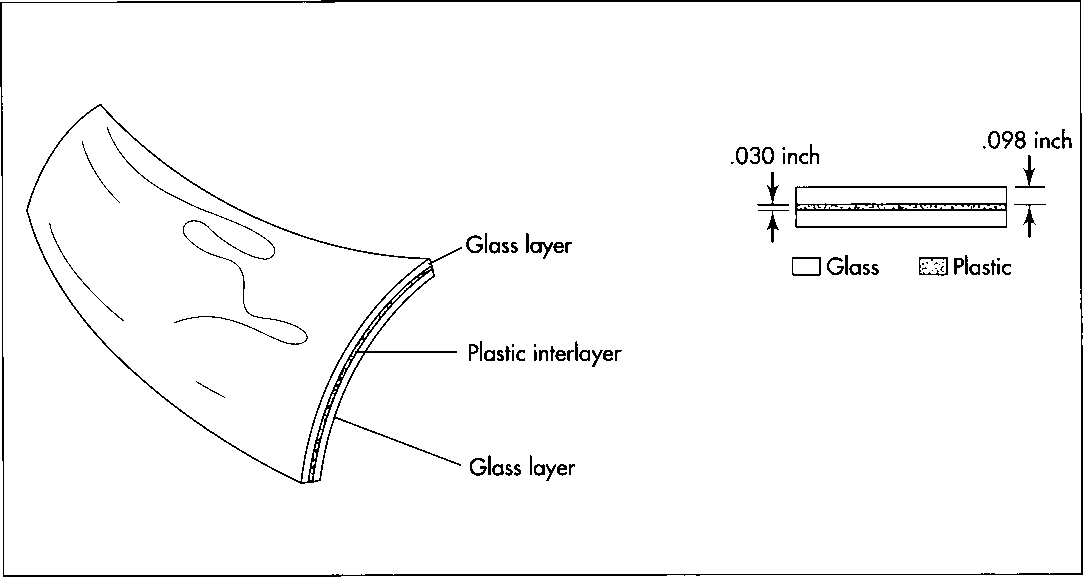
(A finished windshield consists of two glass layers sandwiched around a plastic interlayer. Although very thin—about .25 inch thick—such laminated glass is very strong and is less likely to shatter than normal safety glass. In the United States, windshields are required by law to be made of laminated glass.)
Laminating
6 After the glass is tempered and cleaned, it goes through a laminating process. In this process, two sheets of glass are bonded together with a layer of plastic (the plastic layer goes inside the two glass sheets). The lamination takes place in an autoclave, a special oven that uses both heat and pressure to form a single, strong unit that is resistant to tearing. The plastic interlayer is often tinted to act as an ultraviolet filter. When laminated glass is broken, the broken pieces of glass remain bound to the internal tear-resistant plastic layer, and the broken sheet remains transparent. Thus, visibility remains good. Unlike traditional safety glass, laminated glass can be further processed—cut, drilled, and edge-worked, as necessary. A typical laminated windshield is very thin: each glass layer is approximately .03 inch (.76 millimeter) thick, while the plastic interlayer is approximately .098 inch (2.5 millimeters) thick.
Assembly
7 After laminating, the windshield is ready to be assembled with plastic moldings so it can be installed on the car. Known as glassen capsulation, this assembly process is usually done at the glass manufacturer. First, the peripheral section of the windshield is set in a predetermined position in a mold cavity. Next, molten plastic is injected into the mold; when it cools, it forms a plastic frame around the glass. The windshield assembly is then shipped to the car manufacturer, where it is installed in an automobile. The installation is done by direct glazing, a process that uses a polyurethane adhesive to bond the windshield and automobile body.
Quality Control
Process control includes testing of raw materials and monitoring such process variables as melting temperature, furnace atmosphere, and glass level. As the glass is formed, photoelectric devices are used to inspect for defects automatically. Other automatic devices have been developed to measure dimensions and radius of curvature after the windshield has been formed.
Safety glass used in windshields must meet certain specifications regarding properties such as chemical durability, impact resistance, and strength. Standards have been developed by the American Society for Testing of Materials (ASTM) for measuring these properties. Specifications have also been developed for windshield performance by SAE International, an organization of automotive engineers.
The Future
Despite the recent downturn in the automotive industry, long-term prospects are more optimistic. Motor vehicle production markets will be stronger than in recent years, raising demand for flat glass products such as windshields. Windshields are also increasing in size in order to accommodate newer aerodynamic designs, and thus the use of glass is increasing relative to the total surface area of vehicles. (In fact, some models are incorporating glass roofs as well.)
Such increase in glass area, in turn, has a negative impact on comfort systems, namely air conditioners, which must be able to adjust the higher interior temperatures to a comfortable level. To avoid having to use larger air conditioning systems, new glass compositions, coated glasses, and aftermarket films are being evaluated. These include angle- selective glazings that reject high-angle sun, and optical switching films that actively or passively change transmittance properties.
One recently developed film, a polymer multilayer solar control film, can also act as a deicing device. The coated plastic substrate simply replaces the laminated plastic film in conventional windshields. The film can be made in any color and can transmit up to 90 percent of the visible light. Another coating is a glaze that consists of silver coating used in combination with other metal oxide layers. This glaze can reject up to 60 percent of the total solar energy, reducing the infrared energy by 56 percent.
In addition, new types of laminated-glass windshields are being researched. A bi-layer windshield has been developed that only requires one outer sheet of glass, .08 to .16 of an inch (2-4 millimeters) thick, joined to a .254 of an inch (1 millimeter) sheet of polyurethane. The polyurethane sheet consists of two layers, one having high absorption properties and the other high surface resistance. Unique features of this bi-layer windshield include ultraviolet resistance, self-healing of scratches, weight savings, more complex shapes, increased safety due to retention of glass splinters, and anti-fog capability.
Recycling of windshield components may also become a standard practice. Though traditionally recycling has been difficult because of the plastic laminated films, one manufacturer has recently developed a cost- effective process to remove these layers. The recycled glass can be used in several applications, including glassphalt for road repair. Legislation may also speed up recycling practices, with the introduction of the Municipal Solid Waste and Hazardous Waste Research Act of 1992. This bill seeks to determine the obstacles to increased automotive components recycling and find ways to overcome these obstacles. This may eventually require using fewer resins during manufacturing or making sure these resins are compatible for recycling.
Where To Learn More
Books
McLellan, George W. and E. B. Shand, eds. Glass Engineering Handbook. 3rd ed., McGraw-Hill, 1984.
Pfaender, Heinz G. and Hubert Schroeder. Schott Guide To Glass. Van Nostrand Reinhold, 1983.
Scholes, Samuel R. Modem Glass Practice. CBI Publishing Company, 1975.
Periodicals
“Bill To Overcome Recycling Obstacles,” Autoglass. July/August, 1992.
“Guardian Produces Largest Production Car Windshield,” Autoglass, March/April, 1992.
Leventon, William. “Press and Vacuum Form Complex Windshields,” Design News. November 9, 1992, p. 159.
Olosky, M. L. and M. J. Watson. “Silicon Film Adhesives: Bonding Automotive Fixtures to Glass,” SAE Paper No. 931013. SAE International, 1993.
Peters, G. M. and T. W. Karwan, et al. “A Cost Effective Quality Improvement for Automotive Glass Encapsulation,” SAE Paper No. 931012. SAE International, 1993.
Sheppard, L. M. “Automotive Performance Accelerate with Ceramics,” Ceramic Bulletin. 1990, pp. 1012-1021.













